


































































Ad
More Related Content
Similar to AUtomation course basics - introduction course (20)
Recently uploaded (20)


















Ad
AUtomation course basics - introduction course
- 1. Automation Technologies Curie LEE PMP CAP MInstMC
- 2. Contents 1. Overview: Automation Systems Facts Manufacturing Processes Processes Control Control Strategies System Architecture 2. Automation Network 3. Controllers
- 3. Facts What is ‘Automation’? "the creation and application of technology to monitor and control the production and delivery of products and services.” Automation involves a very broad range of technologies including robotics and expert systems, telemetry and communications, electro-optics, Cybersecurity, process measurement and control, sensors, wireless applications, systems integration, test measurement, and many, many more. Automation can be applied into various industries: • Manufacturing, including food and pharmaceutical, chemical and petroleum, pulp and paper, electronics, industrial machinery, plastics, and metal • Transportation, including automotive, aerospace, and rail • Utilities, including water and wastewater, oil and gas, electric power, and telecommunications • Facility operations, including security, environmental control, energy management, safety, and other building automation Source: International Society of Automation (ISA)
- 4. Manufacturing Process • General Process • Three types manufacturing processes 1. Continuous 2. Batch (ANSI/ISA-88) 3. Discrete Manufacturing Process What to make and use? e.g. tools, machine How to make it? e.g. method, recipe Energy Materials Products
- 5. Manufacturing Processes Level of Automation across different processes
- 6. Processes Control • Discrete Control • Information – one of two states such as ON-OFF, OPEN-CLOSED, RUN-STOP. • Electromechanical relay – the first automatic switch used • Electricians called the assemblies of relays on the panels “relay ladders” • Initial language of PLC – ladder logic or ladder diagram (IEC61131-3) Electromechanical relay
- 7. Processes Control • Continuous Control • Information from sensing elements to actuating devices are varying between minimum and maximum limits • Simple control loop consists of: Process, Measurement devices and the Controller • Two primary dynamic characteristics: Dead time (time for process to react for a change) and Lag (how quick a process to response) • Set points determine values of the flows, levels, temp., speeds, and other plant process variables, etc. At first the process variable does nothing (dead time) and then it begins changing (Lag) until finally it settles out at a new level.
- 8. Control Strategies • Types of Control System • General Closed-loop Feedback Control system
- 9. Control Strategies • Most common feedback control loops in industrial process – proportional-integral- derivative (PID) control algorithm The derivative term (D_term) is the least used of the three terms, most controllers are based on PI control algorithms. Introducing the Kd term is generally used in specific control systems. The derivative term can be used to predict system behaviour, improving settling time. Source: http://coder-tronics.com/pid-tutorial-c-code-example-pt1/
- 10. Control Strategies • 90-95% of the Industrial market applications based on PID • Why need other control strategies, e.g. Model Predictive control (MPC) Model Predictive Control (MPC) versus Proportional-Integrate-Derivative (PID) control. When using MPC control, the driver determines ('calculates') his driving strategy before departure after careful investigation of the road. When he uses the correct information (input variables), he stays on the road (yellow car), but small errors in input variables can lead the car in the wrong direction (red and blue cars). The drivers using PID control readjust their driving strategy often by frequently calculating the difference with the 'ideal' track. Source: https://openi.nlm.nih.gov/detailedresult.php?img=PM C2784347_cc8023-1&req=4
- 11. Control Strategies • Advanced Regulatory Control – Ratio Control – Cascade Control – Feedbackforward Control – Decoupling Control – Selector (Override) Control • Advanced Process Control – Fuzzy Logic Control – Adaptive Control – Model Predictive Control (MPC) – Artificial Neural Networks (ANN) – Multivariate Statistical Process Control (MSPC)
- 12. Process Control Systems • Programmable Logic Controller (PLC) The PLC was invented in response to the needs of the American automotive manufacturing industry primarily to replace thousands of relays, cam timers, and drum sequencers. The big advantage was that programmable logic controllers could be reconfigured with software programming rather than rewiring control panels. The automotive industry is still one of the largest users of PLCs. • Distributed Control System (DCS) The first DCS (TDC 2000) was introduced by Honeywell TDC 2000 in 1975. First system to use microprocessors to perform direct digital control of processes as an integrated part of the system. Computer-based process control systems before the TDC 2000 were mainly data collection and alarm systems with controlled done by pneumatic loop controllers and standalone electronic PID controllers. Source: Automation.com
- 13. Process Control Systems • Basic elements of a Control System
- 14. Process Control Systems • Basic elements of a Control System 1. Input/Output (I/O) 1. Pneumatic interface (3-15psi) 2. Analogue (4-20mA) 3. Discrete IO, Digital (On-Off, 0-5V) 2. Sensor Network 1. Actuator Sensor interface (AS-i) 2. CC-Link LT 3. DeviceNet 4. Ethernet/IP 5. FOUNDATION Fieldbus 6. Highway Addressable Remote Transducer (HART) 7. Modbus 8. Profibus 9. Wireless, e..g wirelessHART, ISA100, Zigbee
- 15. Process Control Systems • Elements of a Control System 3. Control Level Network 1. CC-Link 2. BACnet or LonWorks for Building Automation applications 3. Ethernet/IP 4. Modbus/TCP 5. PROFINET 6. FOUNDATION Fieldbus 4. Human Machine Interface (HMI) 1. Operator Workstation 2. System Workstation 3. Application Servers, e.g. OLE for Process Control (OPC) 4. Supervisory control and Data Acquisition (SCADA)
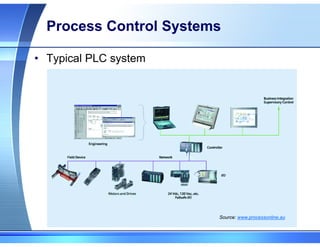
- 16. Process Control Systems • Typical PLC system Source: www.processonline.au
- 17. Process Control Systems First PLC were designed and developed by Modicon as a relay replacer for GM (Automotive industry). The First PLC model 084 invented by Dick Morley in 1969. Source: http://www.plcdev.com/plc_timeline • PLC History
- 18. Process Control Systems • Typical DCS system Source: www.processonline.au
- 19. Process Control Systems • PLC or DCS Factors PLC DCS Remarks Product Value – costs of a batch, e.g. Copper or Milk Suitable Better DCS may be better for high value batch of products. DCS has redundancy from controller to IO level traditionally Production start-up – fast starting or warming up with period of time (e.g. steel manufacturing) Better for Fast startup Better for slow startup PLC are faster & process response time in Milli-secs Advanced Process Control (e.g. Statistical Process Control) Suitable Better DCS are fully integrated with some advance control strategies, e.g. SPC, MSPC, etc.) traditionally. Today’s PLC are more capable and also handle advance control Discrete IO, Motors, fans, pump, etc. Better Suitable PLC was born for Discrete applications Analogue IO, Pressure, Flows, etc. Suitable Better DCS have built-in infrastructure for regulatory control Exception Notification, Alarms management Better Suitable PLC have more flexibility on designing alarm & event logging Centralized Control – operations monitor process conditions & change setpoints depends on conditions Suitable Better DCS provide plant-wide database which handle large loop counts in multitasking mode Maintainability – Engineering works Better Good PLCs are more open solution and DCS is more proprietary system (supported by own companies, e.g. ABB, Honeywell) relatively Source: www.pennenergy.com
- 21. System Architecture • Level-5: Enterprise Business planning such as ERP – Integration of Plant production data/information for business planning • DMZ: Demilitarized zone use to separate the control network and outside network – Implementation of Cyber Security devices • Level-3/4: Process Information include application, database servers and MES – Plant wide optimization, Production planning • Level-2: Supervisory control include Operator workstation, Engineering workstation – Human Machine Interface to view and manage the plant operation • Level-1: Process control include various PLC controllers (Safety PLC, Redundancy controllers & remote IO modules) • Level-0: Field devices such as sensors, actuators and smart devices – Basic plant machine, equipment, sensors – Data acquisition and control for field level devices and equipment
- 22. Automation Network • Network Types • Information Network (Level 3 or above) • Typical devices are computers. • In an industrial environment, typically PLCs are on the network with computers. • Common uses are data collection, data monitoring, file transfers, and email. • Control Network (Level 1 & 2) • Typical devices are PLCs, HMI terminals, and I/O chassis. • Common use is for control of plant floor devices such as I/O chassis, robots and other intelligent devices. • Device Network (Level 0) • Typical devices are field devices such as buttons, lights, valves, and drives. Also small blocks of I/O. • Common use is for direct connection to field devices. • Sensor (Level 0) • Typical devices are very simple field devices such as sensors, and lights. • Common use is for direct connection to field devices
- 23. Automation Network • Topology Node Terminator Network device Node Terminator Trunk cable Drop cable Tap Multidrop Ring Star Daisy Chain Hybrid Star Star / Bus
- 24. Automation Network • Actuator Sensor interface (AS-i) – Bit-level sensor network launched in 1994 – Message size of 4-bit – Digital, serial, bi-directional communications protocol and bus system interconnecting binary ON-OFF deivces – Defined by IEC 62026-2 Attribute Specification ISO layers supported Layer 1, 2 and 7 Architecture Master/slave with polling, single master Topology Line, tree, star, ring Message size 4 bits Maximum nodes 31 slaves per master, 248 non addressable inputs and outputs Data Transfer rate 167 Kbytes/second Cycle Time 5ms
- 25. Automation Network • Control Area Network (CAN) – Developed by Robert Bosch GmbH in 1989 – Large scales in automotive industry – Defined by ISO 11898 (1993) Attribute Specification ISO layers supported Partial layer 1, full layer 2 Architecture Multipeer Topology Point-to-point, multi-drop Message size upto 8 bytes Maximum nodes Typically 64 Data Transfer rate Selectable up to 1 Mbps, varies with distance
- 26. Automation Network • CC-Link – Created by Mitsubishi to connect to their PLC – CC-Link /LT for Sensor network – Accepted by IEC 61158, international fieldbus standard Attribute Specification ISO layers supported Unspecified Architecture Master Topology Multidrop Message size Unspecified Maximum nodes 64 stations per network Maximum Trunk line length 35m Data Transfer rate 2.5Mbit/s Cycle Time 1.2 ms for 64 I/O stations (depends on cable length) Source:www.cc-link.org
- 27. Automation Network • CC-Link – Different versions (IE, LT, Safety) are implemented at different area Source:www.cc-link.org
- 28. Automation Network • DeviceNet – Developed by Allen-Bradley (Rockwell Automation) – Based on ISO 11898 CAN standard and adding elments such as transmission media and application layer – Open DeviceNet Vendors Association (ODVA), a Non-profit organization to manage the DeviceNet technology. https://www.odva.org/ Source: http://www.rtaautomation.com/technologies/devicenet/ DeviceNet Flat Media DeviceNet Round Media Attribute Specification ISO layers supported Layer 1, Layer 2 Architecture Master or Slave Topology Trunk line / drop line Message size Variable, 1bit to multiple bytes Maximum nodes 64 nodes Maximum Trunk line length 35m Data Transfer rate 500 Kbps at 100meters
- 29. Automation Network • Trend to networked devices Control Network e.g. ControlNet Remote I/O Rack A 1-5 vDC 4-20 ma 120 vAC 24 vDC 24vdc 509 -BOD T A D D I/O Network e.g. RIO A 1-5 vDC 4-20 ma 120 vAC 24 vDC 24vdc 509 -BOD T A D D Device Network 24vdc 509 -BOD T PRESENT PAST
- 30. Automation Network • Ethernet/IP – Developed by Allen-Bradley (Rockwell Automation) – Based on standard Ethernet technology (IEEE 802.3 with TCP/IP) – Ideal for Information Network – Natural progression to tie the plant floor into the business system (MES) using Ethernet – Open DeviceNet Vendors Association (ODVA), a Non-profit organization to manage the Ethernet/IP technology. https://www.odva.org/ Attribute Specification ISO layers supported OSI model 7layers Architecture Standard Ethernet infrastructure Topology Star, Ring; Device Level Ring (DLR) Message size unspecified Maximum nodes unspecified Maximum line length 100m Data Transfer rate 100 Mbps
- 31. Automation Network • Foundation Fieldbus – Created to meet 2-way digital data transmission in process control – Replacement of 4-20mA DC transmission for analog control – ANSI/ISA-50.02.2000 standard – Intrinsic Safety (IS) is supported by H1 Junction box H1 Fieldbus – Trunk & Spur Attribute Specification (H1) Specification High Speed Ethernet (HSE) ISO layers supported Layer 1, Layer 2, Layer 7 Layer 1, Layer 2, Layer 7 Architecture Master or Slave Master or Slave Topology Trunk and Spur Star Message size unspecified unspecified Maximum nodes 32 devices per link 64 nodes Maximum line length 120m per Spur (1900m per segment) 100m Data Transfer rate31.25 kbps 100Mbit/s
- 32. Automation Network • HART – Hybrid protocol as combining analog and digital communication – Today 80% instruments have HART connectivity – Intrinsic Safety (IS) also supported – Support multi-platform (PC-based or PLC) – Smart Devices/Instrumentation
- 33. Automation Network • Modbus – Serial communication protocol developed by Modicon (Schnedier) in 1979 – Large scales in automotive industry – Defined by ISO 11898 (1993)
- 34. Automation Network • Profibus – Developed by Robert Bosch GmbH in 1989 – Large scales in automotive industry – Defined by ISO 11898 (1993)
- 35. Automation Network Source: www.idc-online.com/slideshare • Another way to look at the industrial networks