1. 18CH E 04 POLYMER SCIENCE AND TECHNOLOGY
(Core Elective II)
Instruction 3Hours per week
Duration of SEE 3 Hours
SEE 70Marks
CIE 30Marks
Credits 3
Course objectives: This course helps the students to understand
1. The fundamental - chemical, physical and mechanical behaviour of polymers.
2. The structure-processing-property relationship of polymers.
3. The processing techniques, along with the production of polymers.
4. The synthesis, manufacture, processing and characterization of different polymers
5. The basic issues involved in polymer blends, composites and nano composites.
Course Outcomes: At the end of the course students will be able to
1. Explain the basic concepts of polymers, polymerization techniques and behaviour in polymers
2. Distinguish different types of polymerization.
3. Determine the molecular weight of polymers by different techniques
4. Familiarize with various processing techniques for polymers, rubbers and fibers
5. Summarize the manufacturing and characterization of various industrially important polymers
2. Unit – I
Definitions and concepts of terms used in polymer engineering, Classification of polymers; Polymer structures,
functionality; polymerization reactions – mechanism of polymerization; stereospecific polymerization, copolymerization.
Polymer material structure and Properties: Deformation, flow and melt characteristics. Morphology and order in crystalline
polymers. Rheology and the mechanical properties of polymers. Polymer structure and physical properties
Unit – II
Polymerization reactors, polymerization processes, characterization of polymers, analysis of polymerization reactions,
polymer degradation, Condensation polymerization, Addition polymerization, Ionic and coordination polymerization.
Unit – III
Molecular weight and molecular weight distribution in polymers, properties of polymers – physical, chemical, mechanical
and electrical properties of polymers, elementary idea on polymer rheology, polymer blends. Experimental methods for
molecular weight determination: cryoscopy, ebulliometry, membrane osmometry, light scattering method, viscometry,
intrinsic viscosity measurement, gel permeation chromatography. Structure and Properties: Thermal transitions,
Crystallinity, Molecular weight characterization, Nuclear Magnetic Resonance (NMR) and Fourier Transform Infrared
(FTIR) techniques.
Unit – IV
Polymer processing: modeling – compression & transfer, injection & jet; casting; extrusion, calendaring, lamination,
spinning & finishing. Processing methods , effect of additives used, plasticizers, colourants, heat stabilizers, antioxidants,
ultraviolet absorbers, antistatic agents, flame retardants, blowing agents, fillers etc. Molding techniques for plastics,
injection molding, compression molding, calendaring, blow moulding, extrusion, thermoforming, spinning methods for
fibres, compounding methods for elastomers, general study of elastomer processing methods.
Unit – V
Industrial polymers: Manufacturing processes, properties and uses of Polyethylene, Polypropylene, Polyvinylchloride,
Polystyrene, Nylon, Polyethylene terephthalate. Hydrocarbon plastics and elastomers. Other carbon chain polymers.
Heterochain thermoplastics. Thermosetting resins. Polymer Blends: Types, Compatibility, Thermal and Mechanical
Properties. Polymer Composites: Types, Properties, Preparation, Fibre reinforced composites, In-situ composites. Polymer
Nanocomposites: Basic concepts, Processing, Characterization.
3. Text Books:
1. Text Book of Polymer Science, F. W. Billmeyer, John Wiley, New
York, 1962
2. Polymer Science &Technology, P.Ghosh, TMC, 2001
Suggested Reading:
1. The elements of Polymer Science & Engineering, Alfred Rudin,
Academic Press, 2nd Edition,1998
2. Introduction to Polymers, R. J. Young, Chapman & Hall,
London, 1991
4. POLYMER:
A polymer is a large molecule built up by the repetition of small, simple chemical units. The word macromolecule is a
synonym for polymer. Polymers are large chain molecules having a high molecular weight in the range of 103
to 107
.
These are made up of a single unit or a molecule, which is repeated several times within the chained structure.
In some cases the repetition is linear, much as a chain is built up from its links. In other cases the chains are branched or
interconnected to form three dimensional networks. The repeat unit of the polymer is usually equivalent or nearly
equivalent to the monomer, or starting material from which the polymer is formed. Thus the repeat unit of poly(vinyl
chloride) is -CH2CHCl-; its monomer is vinyl chloride, CH2=CHCI. A monomer is the single unit or the molecule which is
repeated in the polymer chain. It is the basic unit which makes up the polymer
The length of the polymer chain is specified by the number of repeat units in the chain. This is called the degree of
polymerization (DP). The molecular weight of the polymer is the product of the molecular weight of' the repeat unit and
the DP. Using poly(vinyl chloride) as an example, a polymer of DP 1000 has a molecular weight of 63 x 1000 = 63,000,
Most high polymers useful for plastics, rubbers, or fibers have molecular weights between 10,000 and 1,000,000.
The relation between degree of polymerization and molecular weight, M, of the same macromolecule is given by
M = (DP)Mo where Mo is the molecular weight of the repeating unit.
Definitions and concepts of terms used in polymer engineering
5. Polymer Classification :Polymers are generally classified on the basis of –
I. Physical and chemical structures.
II. Preparation methods.
III. Physical properties.
IV. Applications.
I. Classification According To Physical And Chemical Structures :
• On the basis of functionality or degree of polymerization : The functionality of a monomer or its degree of
polymerization determines the final polymer that will be formed due to the combination of the monomers.
The number of reactive bonds or groups that are available for coupling will determine whether the monomer
will be mono-, bi-, tri-, or polyfunctional.
a .Monofunctional or unifunctional : When a single reactive group is present in the monomer molecule, then it is
termed as monofunctional or unifunctional. However a monofunctional group cannot lead to the propagation of
a polymer chain. For example , in carboxylic acid, CH3COOH, the –COOH group is the monofunctional group.
6. b .Bifunctional: When two reactive groups are present in the monomer molecule, then it is termed as bifunctional. More
often than not, polymerization reaction with bifunctional groups occur when a double bond splits to couple with another
double bonded monomer. If a double bonded molecule is present, then the polymer would be
7. c .Trifunctional: When a monomer contains three groups that are reactive, then it is termed as trifunctional. It is important to
note that a trifunctional polymer may be a mixture of monofunctional and bifunctional monomer structures.
In the figure , the three formaldehyde molecules contain three reactive groups in the form of -OH groups. These reactive
groups get attached to the positions 1, 2 and 3 in the phenol molecule.
8. 2.On the basis of physical structure : a .Linear polymers: These polymers have a linear structure. Only bifunctional monomers
can form linear polymers. They are generally thermoplastic polymers, and except for very high molecular weight materials, they
are soluble in solvents.
b .Cross –linked polymers: These polymers have a 3-D network structure. Only bi-functional and tri-functional monomers can
form cross-linked polymers. Elastomeric properties are generally endowed in polymers have cross-linkage across the linear
chains.
Thermosetting polymers having high thermal resistance and mechanical strength may be formed if the cross-linking among the
monomer groups is extensive.
9. c .Branched –chain polymer : When there is no cross-linking in a polymer molecule , yet, branches arise from the parent
polymer chain , then the polymer formed is called a branched – chain polymer.
A small amount of trifunctional impurities in a bifunctional monomer may cause branching. Branching may create several
physical properties in a polymer such as decrease of solubility in solvents, rise in the softening point and also the
reduction in thermoplastic properties.
10. 3.On the basis of chemical reactions : Depending upon the basis on which monomers undergo chemical reactions to form
polymers, polymers can be further subdivided.
a .Polycondensation Reaction : It is a stepwise process in which the monomers react by eliminating small molecules like
H2O, NH3, CH2O and NaCl in a repetitive manner . Indefinite growth of the polymer occurs at both ends. The condensation
reaction terminates when one of the reacting molecules is completely consumed in the reaction. In general, bifunctional
monomers with different functional groups undergo such reactions. One common example of a condensation reaction is
the esterification reaction. Benzoic acid reacts with ethanol undergoing condensation reaction to give Ethyl benzoate,
expelling one molecule of water (H2O). The polymer formed after the reaction (in this case, ethyl benzoate) is called the
condensation polymer.
11. b .Addition Reaction : These reactions occur by the formation of rapid formation of rapid chains and no
elimination of small molecules occur. Such reactions generally occur among double or triple-bonded molecules, or
oxo-ring compounds. Addition reactions can be further of three types— i. Step Reactions ii. Chain Reactions iii.
Ionic Reactions
i .Step Reactions: In step reactions, a π bond is broken and two new σ bonds are formed. The substrate of an
electrophilic addition reaction must have a double bond or triple bond.
Sigma and pi bonds are chemical covalent bonds. Sigma and pi bonds are formed by the overlap of atomic orbitals. Sigma
bonds are formed by end-to-end overlapping and Pi bonds are when the lobe of one atomic orbital overlaps another. ...
Generally sigma bonds are stronger than pi bond.
12. ii. Chain Reactions : In chain addition reactions, the polymer is formed in a single step and within the fraction of a second.
The chain kinetics occur in 4 steps – Initiation, Propagation, Transfer and Termination.
Initiation: It is the rate – controlling step in the chain Addition Reaction. This stage is relatively slow and requires energy
for breaking and forming the bonds. The energy is supplied as thermal energy or in the form of radiations
Let, A – radical source B – monomer molecule
( α-, β- , or ¥- rays). However , by using a catalyst, the activation energy required can be substantially lowered.
13. .
Propagation: These reactions occur between the already formed free radicals and an inactive monomer. With
low activation energy, there is more probability of reaction or collision between the species. As a result, rapid
reactions occur to attain the given degree of polymerization.
14. Chain Transfer Reaction: In this reaction , one radical of the multiplying chain terminates and without the loss of
any number of free radicals, a new chain begins. These reactions control the degree of polymerization and the rate
of branching of the polymers. Branching usually occurs at higher temperature, with the reaction of a multimer with
a dead chain, followed by lengthening of the branch due to successive monomer addition.
Chain Termination: A chain terminates with the net loss of one free radical. It may occur by the collision of
growing chains with coupling or disproportionation. However , if a growing chain collides with an initiation
radical, undesirable impurities or the wall of the reaction vessel, then it might also terminate.
15. iii .Ionic Reaction : These are similar to chain addition reaction with free radicals , however ; instead of neutral,
unpaired electrons, they have a positive or negative charge. A co-catalyst may be used, which is usually a trace
of H2O, which is necessary to produce ionization, as the reaction cannot occur in absolute dry conditions. An
example of ionic addition reaction is the preparation of polyisobutylene with boron trifluoride catalyst.
18. A copolymer is a polymer derived from more than one species of monomer. The polymerization of monomers
into copolymers is called copolymerization. Copolymers obtained by copolymerization of two monomer
species are sometimes called bipolymers.
Copolymerization If M and N are present together,
• Random type MM MN NNN MM N M MM N N……
• Alternating type M N M N M N M N M ………
• Block Copolymer :A block copolymer is a copolymer formed when the two monomers cluster together and
form 'blocks' of repeating units
In this type, multimers resulting from straight polymerization coupled together in blocks.
19. Graft Polymerization These have a structure which differs from block polymers ; and are formed from M and N
multimers.
In Graft polymerization, β – or X - radiation or chemically reactive functional groups ensue the formation of reactive
radicals on the main chain or on the grafted section
20. Addition Polymerization Methods :
These methods are carried out with controlled thermal and catalyst conditions. They may be further classified as –
i .Bulk Polymerization : This mode of polymerization may be employed to obtain the purest form of polymer, and the
greatest yield of polymer per unit volume may be obtained using this method.
This method involves only the monomer molecule, an initiator and a chain transfer agent ( if necessary). In a large scale
batch form, the process is to be run slowly or in continuous mode with large heat transfer area. Casting of objects of
various shapes may be accomplished using the Batch Bulk Polymerization. Using continuous bulk polymerization processes,
polystyrene and other thermoplastic compounds may be moulded.
21. ii .Solution Polymerization : An inert solvent is added to the reacting components in the reaction vessel in this
process. The solvent enhances the heat capacity, thereby reducing the viscosity and facilitating heat transfer.
Some of the solvent may be refluxed to remove heat from the reaction vessel. But , much of the reactor space is
taken up by the solvent. As such , compared to Bulk Polymerization, Solution Polymerization reduces both the
reaction rate and the molecular weight of the compounds. Additional batch and continuous processes are used to
separate the final polymer product and to recover and store the solvent used.
iii .Suspension Polymerization : In order to control the enormous amount of heat release in Bulk
Polymerization, Suspension Polymerization method was developed. The reaction mass is dispersed as minute
droplets of size 0.01 – 1 mm in diameter in a continuous aqueous phase. Each of these droplets act as tiny bulk
reactors. Heat transfer occurs from the droplets to the water having large heat capacity and low viscosity.
Cooling jackets are used to facilitate heat removal. Agitators are used along with suspending agents in the
aqueous phase in order to maintain a specific droplet size and dispersion. The Suspension Polymerization
process cannot be run in a continuous mode , since, such a system has stagnant corners where polymer
accumulation may occur. On a commercial scale, Suspension Polymerization is carried out in jacketed, stainless
steel or glass – lined stirred tanks, which may have a capacity of 20,000 gal or 75.5 m3. Suspension
Polymerization produces small, uniform polymer spheres. These are used directly, or may be extruded and
chopped to form larger, moulded pellets.
22. iv .Emulsion Polymerization : This is the most widely used method of polymerization. This process overcomes
the difficulty of heat control and low degree of polymerization. The organic reaction mass is emulsified with
soap in a continuous aqueous phase. The dispersed particles are smaller in size than in Suspension
Polymerization ( ≤ 0.1 μm) . In addition, due to stabilizing action of soap, the emulsion obtained is stable and
agitation may not be necessary. In some methods, a water – soluble initiator may be used. The main product of
Emulsion Polymerization is latex, which forms the basis of the popular latex paints. By coagulating the latex
with ionic salts and acids, solid rubber may also be obtained.
v .Homogeneous Polymerization: In case of homogeneous bulk polymerization, the feed is a gas , liquid or
solid monomer. No initiators or additives are used. For homogeneous Solution polymerization, the monomer is
completely dissolved in a solvent.
vi .Heterogeneous Polymerization: In heterogeneous Emulsion polymerization, the monomer molecules are
emulsified in aqueous media in the form of micelles. For heterogeneous Suspension polymerization, the
monomer is suspended in a n aqueous or other type of media as large droplets.
23. CLASSIFICATION ACCORDING TO PHYSICAL PROPERTIES :
Polymers can also be classified according to physical properties as –
i. Thermoplastic
ii. Thermosetting
iii. Elastomers
iv. Fibers
i .Thermoplastic : The polymers in this category are composed of monomers which are linear or have moderate
branching. They can be melted repeatedly and casted into various shapes and structures. They are soluble in solvents, but
do not have appreciable thermal resistance properties. Vinyls, cellulose derivatives, polythene and polypropylene fall into
the category of thermoplastic polymers.
24. ii .Thermosetting : There are some polymers which, when heated, decompose, and hence, cannot be reshaped. Such
polymers have a complex 3-D network (cross-linked or branched) and are called Thermosetting Polymers. They are
generally insoluble in solvents and have good heat resistance quality. Thermosetting polymers include phenol-
formaldehyde, urea-aldehyde, silicones and allyls.
iii .Elastomers : These are resistant solids which have considerable flexibility. They are composed of polymers with
glass transition temperature below room temperature. One major difference between elastomers and plastics is that the
elastomer is in a liquid state, while plastics are in the glassy state. Examples of elastomers are Butadiene, Butadiene co
– polymers and their derivatives, polycondensation products , silicones and thiokols.
iv .Fibers : These are solids which can form thread – like structures and have high tensile strength. Examples of fibers
are Polyamides, Polyesters, Polyurethanes, Protein derivatives
25. CLASSIFICATION ACCORDING TO APPLICATIONS
On the basis of applications, polymers can be further classified as –
i .Adhesives: Some polymers can be used for bonding . They are usually of the resin type
and require some water resistance . Some common adhesives are -
Cellulose adhesives ; which consist of cellulose derivatives dissolved in a
solvent. Eg. Duco cement. Vinyls ; these are rubber base type water-emulsified latex
adhesives. Apart from these, some cheap natural products such as starch, dextrins, proteins
and natural rubber may also be used for adhesive formulations.
ii .Coatings and films : A large bulk of the polymers produced are used for manufacturing
coatings and films. Free films of polyethylene and cellulosic types, protective and decorative
coatings are the products of the polymer industry.
Coatings can be manufactured by solvent evaporation followed by polymerization. Emulsion
and casting or extrusion of free films by mechanical methods can also produce coatings and
films.
26. iii .Fibers: These are formed by extrusion or spinning of linear monomer
molecules into thin sections of diameter in the range of 10 – 50 microns. Fibers
have excellent tensile strength , creep and resilience. Fibers are extensively used
in the textile industry . Cotton, wool etc. are the examples of some natural
fibers.
27. A copolymer is a polymer that is made up of two or more monomer species. Many commercially important polymers are
copolymers. Examples include polyethylene-vinyl acetate (PEVA), nitrile rubber, and acrylonitrile butadiene styrene (ABS). The
process in which a copolymer is formed from multiple species of monomers is known as copolymerization. It is often used to
improve or modify certain properties of plastics.
A homopolymer is a polymer that is made up of only one type of monomer unit. The difference in the constitution of a
copolymer and a homopolymer
Copolymers are categorized based on their structures. Those containing a single chain are known as linear
copolymers whereas those containing polymeric side chains are called branched copolymers
28. Classification of Copolymers
Linear copolymers can be further classified into several categories such as alternating and statistical
copolymers. This classification is done based on the arrangement of the monomers on the main chain.
Block Copolymers
•When more than one homopolymer units are linked together via covalent bonds, the resulting single-
chain macromolecule is called a block copolymer.
•The intermediate unit at which the two homopolymer chains are linked is called a junction block.
•A diblock copolymer contains two homopolymer blocks whereas a triblock copolymer contains three
distinct blocks of homopolymers.
•An example of such a polymer is acrylonitrile butadiene styrene, commonly referred to as SBS rubber.
•An illustration describing the structure of a block copolymer which is made up of the monomers ‘A’ and ‘B’
is provided below.
29. Statistical Copolymer
•Statistical copolymers are the polymers in which two or more monomers are arranged in a sequence that
follows some statistical rule.
•Should the mole fraction of a monomer be equal to the probability of finding a residue of that monomer at
any point in the chain, the entire polymer is then known as a random polymer.
•These polymers are generally synthesized via the free radical polymerization method.
•An example of a statistical polymer is the rubber made from the copolymers of styrene and butadiene.
•An illustration describing the structure of a statistical copolymer is provided below.
Alternating Copolymers
•Alternating copolymers contain a single main chain with alternating monomers.
•The formula of an alternating copolymer made up of monomers A and B can be generalized to (-A-B-)n.
•Nylon 6,6 is an example of an alternating copolymer, consisting of alternating units of hexamethylene
diamine and adipic acid.
•An illustration describing the general structure of these polymers is provided below.
30. Periodic Copolymers
These polymers feature a repeating sequence in which the monomers are arranged in a single chain. An
illustration of the structure of a periodic copolymer made up of monomers A and B is provided below.
Gradient and Stereoblock Copolymers
The single-chain copolymers in which the composition of monomers gradually changes along the main
chain are called gradient copolymers. If the tacticity of the monomers varies with different blocks or units in
the polymer, the macromolecule is known as a stereoblock copolymer.
What is a Branched Copolymer?
As the name suggests, a branched copolymer is a polymer in which the monomers form a branched
structure. Some important types of branched copolymers include star, comb, grafted, and brush copolymers.
A star copolymer contains several polymeric chains that are attached to the same central core
The structures of different types of star-shaped copolymers are illustrated above. They consist of a
multifunctional centre to which three or more polymer chains are attached.
31. Graft Copolymers
Branched copolymers featuring differently structured main chains and side chains are known as graft copolymers. An
illustration detailing the structure of a graft copolymer made up of monomers A and B is provided below.
The main chain or the side chains of these polymers can be copolymers or homopolymers. High impact
polystyrene is an important example of a graft copolymer. They can be synthesized from free radical
polymerization.
32. Rheology is, by definition, the science of deformation and flow of matter The rheological
behavior of polymers involves several widely different phenomena, which can be related to
some extent to different molecular mechanisms These phenomena and their associated major
mechanisms are as follows:
a. Viscous flow, the irreversible bulk deformation of polymeric material, associated with
irreversible slippage of molecular chains past one another
b. Rubberlike elasticity, where the local freedom of motion associated with small-scale
movement of chain segments is retained, but large-scale movement (flow) is prevented by the
restraint of a diffuse network structure
c. Viscoelasticity, where the deformation of the polymer specimen is reversible but time
dependent and associated (as in rubber elasticity) with the distortion of' polymer chains from
their equilibrium conformations through activated segment motion involving rotation about
chemical bonds.
d. Hookean elasticity, where the motion of chain segments is drastically restricted and
probably involves only bond stretching and bond angle deformation. The material behaves like
a glass
33. VISCOUS FLOW
Phenomena of Viscous Flow
If is independent of the rate of shear, the liquid is said to be Newtonian or to exhibited ideal flow behavior (Fig 1a).
• Two types of deviation from Newtonian flow are commonly observed in polymer solutions and melts. One is shear thinning
or pseudoplastic behavior, a reversible decrease in viscosity with increasing shear rate (Fig 1b).
• Shear thinning results from the tendency of the applied force to disturb the long chains from their favored equilibrium
conformation, causing elongation in the direction of shear.
• An opposite effect, shear thickening or dilatant behavior (Fig. 1c), in which viscosity increases with increasing shear rate,
is not observed in polymers A second deviation from Newtonian flow is the exhibition of' a yield value, a critical stress
below which no flow occurs. Above the yield value, flow may be either Newtonian (as indicated in Fig. 1d) or non-
Newtonian. For most polymer melts, only an apparent yield value is observed.
• The above effects are shear dependent but time independent. Some fluids also exhibit reversible time-dependent changes
in viscosity when sheared at constant stress.
• Viscosity decreases with time in a thixotropic fluid, and increases with time in a rheopectic fluid, under constant shear
stress.
34. For low-molecular-weight liquids, the temperature dependence of' viscosity is found to follow the simple exponential
relationship
where E is an activation energy for viscous flow and A is a constant
35. Flow Measurement
Methods commonly used for measuring the viscosity of polymer solutions and melts. The most important of these methods
involve rotational and capillary devices.
• Rotational viscometers are available with several different geometries, including concentric cylinders, two cones of
different angles, a cone and a plate, or combinations of these.
• Measurements with rotational devices become difficult to interpret at very high shear stresses, owing to the
generation of heat in the specimen because of dissipation of energy, and to the tendency of the specimen to migrate
out of the region of high shear .
• This phenomenon, the Weissenberg effect, arises because the stress in any material can always be analyzed into the
components of a 3 x 3 stress tensor, in which the off-diagonal elements, called normal stresses because they act
perpendicular to the surface of the specimen, are not negligible in viscoelastic fluids.
• A simple rotational instrument used in the rubber industry is the Mooney viscosimeter. This empirical instrument
measures the torque required to revolve a rotor at constant speed in a sample of the polymer at constant temperature.
• It is used to study changes in the flow characteristics of rubber during milling or mastication.
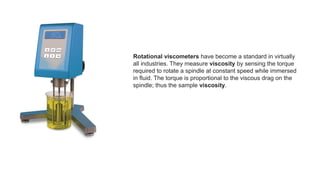
36. Rotational viscometers have become a standard in virtually
all industries. They measure viscosity by sensing the torque
required to rotate a spindle at constant speed while immersed
in fluid. The torque is proportional to the viscous drag on the
spindle; thus the sample viscosity.
37. Capillary Viscometer
• Capillary rheometers, usually made of metal and operated either by dead weight or by gas pressure, or at constant
displacement rate, have advantages of good precision, ruggedness, and ease of operation.
• They may be built to cover the range of shear stresses found in commercial fabrication operations.
• However, they have the disadvantage that the shear stress in the capillary varies from zero at the center to a maximum at
the wall.
• An elementary capillary rheometer (extrusion plastometer) is used to determine the flow rate of polyethylene in terms of
melt index, defined as the mass rate of flow of polymer through a specified capillary under a controlled conditions of
temperature and pressure.
Melt flow index (MFI)
• Measurements made under standardized temperature and pressure conditions from a simple capillary rheometer and
orifice of stipulated dimensions provide melt flow index (MFI) or melt index characteristics of many thermoplastics.
• The units of MFI are grams output/10 min extrusion time. The procedure, which amounts to a measurement of flow rate
at a standardized value of Ta, is very widely used for quality and production control of polyolefins, styrenics and other
commodity polymers.
• A lower MFI shows that the polymer is more viscous, under the conditions of the measurement. This parameter can be
shown to be inversely related to a power of an average molecular weight of the material. MFI, which is easy to measure, is
often taken to be an inverse token of polymer molecular size.
38. Physical properties of polymers
• The behaviour of polymers
The manufacture of polymer products is controlled by two often conflicting demands: the quality of the finished
article in terms of its response to its environment and the ease or difficulty of processing it to shape.
Both factors are controlled by what is termed viscoelasticity, namely, the behaviour of the polymer in response
to applied stress or strain, and temperature.
It is important to appreciate the duality in terms of the elastic and viscous responses of polymer solids and
polymer melts, especially for thermoplastics used in engineering applications.
For thermosets, the problems of creep and stress relaxation may be less critical (although still important), but
their viscous behaviour during processing is vital for an appreciation of the limitations of moulding them to
shape.
Viscoelasticity of polymers
The simplest models for the deformation behaviour of an ideal material are those of Hookean linear elasticity in
the solid state, and Newtonian linear viscosity in the liquid state. The end point of elastic deformation is either
fracture or plastic flow, with the latter taking place at a constant yield stress in the ideal case. Whilst the
behaviour of many real materials does approximate to these idealised models, that of polymers deviates
markedly from them. In particular, their solid state deformation is time-dependent and nonlinear and so
resembles some combination of elastic and viscous responses, whilst their melt rheology is also significantly
nonlinear. To start with, let's consider polymer behaviour in the context of the idealised models of elastic
deformation and of viscous flow.
39. • When an elastic material is stressed, there is an immediate and corresponding strain response. Figure
illustrates this by showing schematically the strain response to a particular stress history. Note that when the
stress is removed the strain also returns to zero.
• So in a perfectly elastic material all the deformation is returned to the forcing agency. If this energy had not
been stored elastically then it would have been dissipated as either heat or sound. Tyre squeal and the heat
build-up in the sidewalls of car tyres are good examples of such dissipation.
If the material is linear and elastic then the applied stress σ directly proportional to the strain ε. Then, for simple
tension
where E is a constant known as Young's modulus, and is considered to be a property of the material. For
polymers, due to time-dependence and nonlinearity, E is not a constant and the term tensile modulus is used to
reflect this.
40. • So some plastics like HIPS yield, but others fracture in a brittle manner like polystyrene. Rubbers do not yield,
but at high strains some of them crystallise and hence stiffen.
• When the stresses are removed from a polymeric material before fracture, the strain recovery path is not
necessarily identical to that of the loading part of the deformation cycle.
• So energy must have been dissipated during the deformation of such materials – another indication of
deviation from perfect elasticity. Both the deformation and the subsequent recovery are time-dependent,
suggesting that some part of their behaviour is viscous.
• In fact solid polymers show a combination of elastic and viscous behaviour known as viscoelasticity. The
degree of viscoelasticity is strongly dependent upon the temperature of test and the rate at which the polymer
is deformed, as well as such structural variables as degree of crystallinity, crosslinking, and molecular mass.
Viscous behaviour
• Viscous flow is not recoverable. When the stress is removed from a viscous fluid the strain remains. Hence
the work energy is not returned to the forcing agency and has to be otherwise dissipated. Figure 45 illustrates
this schematically by showing the strain response in such a viscous material when a simple stress history has
been imposed upon it.
41. A viscous fluid is deformed permanently by an applied stress and continues to deform if stressed again
For a linear viscous material, the rate of change of shear
42. Viscoelasticity and master curves
An immediate consequence of the viscoelasticity of polymers is that their deformations under stress are time
dependent. If the imposed mechanical stress is held constant then the resultant strain will increase with time, i.e. the
polymer creeps. If a constant deformation is imposed then the induced stress will relax with time (stress
relaxation). Figure shows the creep strain response to a constant stress followed by unloading. Note that in the
recovery stage the strain has still not returned to zero even a considerable time after the stress has been removed.
43. There are many examples of products which creep in service. For example, the plastic tub of an automatic washing
machine will successively creep and recover as it is loaded and unloaded several times during the washing cycle.
Viscoelastic stress analysis during the design of the tub ensures that the maximum strain due to this loading pattern
is well within the strain limits for the material and the application.
The creep and stress relaxation properties of a polymer can be described by the time-dependent moduli Ec (t)
and ER (t). The creep modulus is the ratio of an imposed constant stress σ0 to the time-dependent strain ε(t)), while
the stress relaxation modulus is the ratio of the time-dependent stress σ(t) to an imposed constant strain σ0, i.e.
Practical examples of the need to design for stress relaxation are in seals where the sealing force must remain
adequate under conditions of constant deformation, or when a metal peg needs to be held in a plastic block by
push fitting into an undersized hole. The oversize peg results in a constant hoop strain in the plastic. The
corresponding hoop stress will decay with time but must always be sufficient to hold the peg in place. Both creep
and stress relaxation are factors that have to be considered in design, although they are not necessarily always
deleterious
ER (t) is characteristic of the polymer concerned at a particular strain and temperature. It is the tensile stress relaxation
modulus if the corresponding strains and stresses are tensile. Alternatively if the strains and stresses relate to shear or
hydrostatic changes then the corresponding material parameters are the shear and bulk relaxation moduli respectively. As
noted earlier, for polymers, the tensile modulus should not be referred to as Young's modulus. Young's modulus is the
limiting case of the tensile modulus when the induced strains can be considered infinitesimal and independent of time
44. Dynamic mechanical properties
• Polymers, and particularly rubbers, are often deliberately selected for products which are to be subjected
to dynamic mechanical loading. Tyres are an obvious example where the unique high strain elasticity and
energy absorbing qualities of rubbers make them the natural choice of material. Stress analysis involves
the use of the frequency-dependent dynamic moduli of the polymers.
• Assume, for example, that the polymer is subjected to a sinusoidal stress σ of amplitude σo and
frequency ω, i.e. σ = σ 0 sin t
ω . Stress analysis concerned with the dynamic mechanical properties
normally assumes that polymers are linearly viscoelastic. Hence the strain response e to the imposed
sinusoidal stress can be described as ε = ε 0 sin (wt − ) where is the phase angle.
δ δ
• Note that the strain response lags behind the stress by the phase angle – owing to the viscous
component of the material. Some, but not all, of the energy stored during the deformation of the
material is dissipated. Since the material is assumed to be linear, the stress is proportional to the
strain at all times, i.e. σ = Eε, but E is a function of the frequency ω. Because the stress and strain
are not in phase, E must be treated as a complex function:
45. From the above definitions of the dynamic moduli and by manipulation of the linear relationship between the
sinusoidal stress and the corresponding strain response, the phase angle δ can be expressed as follows:
Tan δ is commonly called the loss tangent or damping
factor. E″ and tan δ are the most commonly measured
dynamic properties of rubbers, representing the elastic
stiffness and damping or hysteresis properties
respectively
46. Orientation in polymers
• Viscoelasticity, like thermodynamics, is concerned with the correlation of controllable variables and
bulk, macroscopic phenomena.
• But one unique feature of polymeric materials is that the molecular unit, the polymer chain, can be
highly anisotropic, i.e. the chain can be fully extended, or curled up in an amorphous equilibrium
state without any net orientation.
• In fact, unoriented polymer is rarely encountered in manufactured products because of the different
ways it is processed to shape. By its very nature, forcing viscous polymer fluid into cool moulds or
through dies by extrusion gives some molecular orientation depending on the stresses to which it
has been subjected during manufacture.
• The control of orientation (and the related effect of crystallisation) during shaping is the key to
product quality and the properties that product will exhibit in service. A related problem concerns
non-uniform distribution of filler particles in a polymer matrix.
47. • Moulded rubbers and plastics are compounds of a polymer matrix and a variety of additives. The mixing history
of the material before and during the moulding process can have a critical influence upon the final product
properties.
• If mixing is done badly then the microstructure of the moulding can be non-uniform. Lack of uniformity can
cause variations of strength and other physical properties within the moulding.
• The degree of dispersion or distribution of relatively minor quantities of additives can have a significant effect
upon the properties of the product.
• This is illustrated in Figure 1 which shows a thin slice of polyethylene tubing of diameter 5 cm. PE
masterbatch, heavily pigmented with carbon black, has been added to the unpigmented granules in the hopper
of the extruder, in order to improve UV resistance.
• The poor state of mixing gives a laminated section to the tube, very like a rolled-up newspaper. The outside
surface appears black and so gives some measure of protection against sunlight, but the maldistribution of
carbon black weakens the material by concentrating stress locally at clusters of particles.
• Although the apparent degree of orientation is high, the polymer molecules in reality have a relatively low
degree of orientation.
Non-uniform mixtures
Figure: Thin slice of part of a PE tube 5 cm outer diameter (o.d.) showing
the poor distribution of carbon black masterbatch during extrusion. The
carbon black is added to give protection from sunlight but because of poor
mixing can weaken the product substantially. The quadrants are created by
spiders in the extrusion head which divide the mixing polymer melt
48. • Many plastics composites use fibres as the reinforcing agents within a polymer matrix. The distribution of
orientations of the fibres then determines the overall anisotropy of the components. Suppose for example that a
laminate is made from sheets of resin-impregnated glass fibre cloth, plied together so that the warp and weft
directions of successive layers coincide.
• The properties in the orthogonal warp and weft directions are different from each other and are different again
from the properties through the thickness of the laminates. Similar symmetry applies to the biaxially oriented
stretched films which are used as outer wrappings for many consumer goods and supermarket foodstuffs, as
well as PET bottles, although in these examples the orientation is molecular in origin.
• As polymers are processed and shaped by flowing into moulds the shear stress fields induce preferred
orientations in the molecules. The hydrostatic components of the stress field cause packing. These orientation
and packing effects will relax with time if the temperatures are high enough, but the moulding cycle is frequently
such that they are ‘frozen-in’ by cooling or perhaps fixed into the structure because the material has been
crosslinked. The consequent moulded-in or residual stresses and strains may
•subsequently warp the moulding and
•can increase the likelihood of fracture or cracking, particularly in the presence of some hostile chemicals.
• Molecular orientation due to moulding sometimes results in physical properties which vary significantly with
direction, i.e. the properties are anisotropic. This can be beneficial and is therefore sometimes induced
deliberately.
• For example, when synthetic fibres are spun they are oriented uniaxially to increase the strength in the fibre
direction. In this way, the high potential strength and stiffness of carbon-carbon bonds in the backbone chain of
linear high polymers can be achieved if the chains can be fully aligned along the fibre axis
49. Crystallisation of polymers
The major benefits of crystallisation of chain molecules to end users are:
Both effects are evident by comparing the stress relaxation curves of atactic and isotactic PS. However,
crystallisation morphology and kinetics differ from polymer to polymer as a result of structural and energetic
factors.
• The melting point of a substance is the temperature at which it changes state from solid to liquid.
At the melting point the solid and liquid phase exist in equilibrium. The melting point of a
substance depends on pressure and is usually specified at a standard pressure such as 1
atmosphere or 100 kPa.
• In polymers a temperature boundary is there wherein only above which the substance remains soft, flexible
and rubbery and below which it becomes hard, brittle and glassy. This temperature below which a polymer
is hard and above which it is soft, is called glass transition temperature.
50. • The hard, brittle state is known as the glassy state and the soft flexible state as the rubbery or viscoelastic
state.
• On further heating the polymer (if it is uncrosslinked) becomes a highly viscous liquid and starts flowing this
state is termed as viscofluid state, the transition taking place at its flow temperature.
glassy state
rubbery or viscoelastic
state
viscofluid state
Brittle Plastics
Tough Plastics or Rubbers
Polymer Melts
Tg Tf
51. Stereospecific Polymer are specially oriented polymers which have certain
properties that are completely different from the usual polymers. These
special properties include high density and melting points ,crystallinity and
improved mechanical properties. The reason for having these special property
in the polymers is because of tailored atomic arrangements, which are
achieved by the addition of catalysts like Ziegler catalysts or supported metal
oxide catalysts. Even, Xray and ¥ - ray radiations can bring about
stereospecificity in the polymers. The stereospecific polymers can be realized
by examining the spatial arrangement of atoms on the main chain .
52. PHYSICAL PROPERTIES
Physical properties of polymers include molecular weight, molar volume, density, degree of polymerization,
crystallinity of material, and so on.
Degree of Polymerization and Molecular Weight
The degree of polymerization (DP)-n in a polymer molecule is defined as the number of repeating units in the
polymer chain. For example,
The molecular weight of a polymer molecule is the product of the degree of polymerization and the molecular
weight of the repeating unit. The polymer molecules are not identical but are a mixture of many species with
different degrees of polymerization, that is, with different molecular weights. Therefore, in the case of polymers
we talk about the average values of molecular weights.
Molecular Weight Averages. Suppose we have a set of values {x1, x2, …, xn} and the corresponding probability
of occurrence is given by {P1, P2, …, Pn}, then the average value is defined as follows:
53. Number-Average Molecular Weight. If Ni is the number of polymer molecules having the molecular
weight Mi, then the “number-average” probability of the given mass is given by:
The number-average molecular weight is given by:
The physical properties (such as transition temperature, viscosity, etc.) and mechanical
properties (such as strength, stiffness, and toughness) depend on the molecular weight of
polymer. The lower the molecular weight, lower the transition temperature, viscosity, and the
mechanical properties. Due to increased entanglement of chains with increased molecular
weight, the polymer gets higher viscosity in molten state, which makes the processing of
polymer difficult.
54. Weight-Average Molecular Weight. The weight-average probability is given by:
The weight-average molecular weight is given by:
A typical plot showing the number-average and weight-average
molecular weight is shown in Fig. A1.1. The number-average
molecular weight is less than the weight-average molecular
weight (see Fig. A1.1). The degree of polymerization can be
calculated using the number-average molecular weight.
56. Polydispersity Index or Heterogeneity Index. The ratio of the weight-average
molecular weights to the number-average molecular weights is called
polydispersity index (PDI) or heterogeneity index, which measures the
polydispersity of the polymer mixture.
The dispersity measures heterogeneity of sizes of molecules or particles in the
mixture. The mixture is called monodisperse if the molecules have the same
size, shape, or mass. If the molecules in the mixture have an inconsistent size,
shape and mass distribution, the mixture is called polydisperse. The natural
polymers are generally monodisperse as all synthetic polymers are
polydisperse with some exceptions. The PDI is equal to or greater than
1where as the polymer chains approach uniform chain length, the PDI tends
to unity.
57. Polymer Crystallinity: Crystalline and Amorphous Polymers
The polymeric chains being very large are found in the polymer in two forms as follows:
Lamellar crystalline form in which the chains fold and make lamellar structure arranged in the
regular manner and amorphous form in which the chains are in the irregular manner. The
lamellae are embedded in the amorphous part and can communicate with other lamellae via tie
molecules (see Fig. A1.2). Polymer may be amorphous or semi-crystalline in nature. The %
crystallinity is given by:
59. • A typical range of crystallinity can be defined as amorphous (0%) to highly crystalline
(>90%). The polymers having simple structural chains as linear chains and slow
cooling rate will result in good crystallinity as expected.
• In slow cooling, sufficient time is available for crystallization to take place. Polymers
having high degree of crystallinity are rigid and have high melting point, but their
impact resistance is low. However, amorphous polymers are soft and have lower
melting points. For a solvent, it is important to state that it can penetrate the amorphous
part more easily than the crystalline part.
• Examples of amorphous polymers: polystyrene and poly(methyl methacrylate).
• Examples of crystalline polymers: polyethylene, and PET polyester.
60. Spherulites: if the molten polymer is cooled down, then the crystalline lamellae grow in radial
direction from a nucleus along the three dimensions leading to a spherical structure called
spherulite. The amorphous region is in between the crystalline lamellae (Fig. A1.3). Spherulite
formation and its diameter depend on various parameters such as the number of nucleation
sites, polymer molecule structure and rate of cooling. Due to highly ordered lamellae in the
spherulite, it shows higher density, hardness, tensile strength, and Young’s modulus. The
elasticity and impact resistance are shown, because the lamellae are connected to amorphous
regions.
61. THERMAL PROPERTIES OF POLYMERS
In the amorphous region of the polymer, at lower temperature, the molecules of the polymer
are in, say, frozen state, where the molecules can vibrate slightly but are not able to move
significantly. This state is referred as the glassy state. In this state, the polymer is brittle, hard
and rigid analogous to glass. Hence the name glassy state. The glassy state is similar to a
supercooled liquid where the molecular motion is in the frozen state. The glassy state shows
hard, rigid, and brittle nature analogous to a crystalline solid with molecular disorder as a
liquid. Now, when the polymer is heated, the polymer chains are able to wiggle around each
other, and the polymer becomes soft and flexible similar to rubber. This state is called the
rubbery state. The temperature at which the glassy state makes a transition to rubbery state is
called the glass transition temperature Tg. Note that the glass transition occurs only in the
amorphous region, and the crystalline region remains unaffected during the glass transition in
the semi-crystalline polymer.
62. Melting Point and Glass Transition Temperature
• The glass transition temperature is the property of the amorphous region of the
polymer, whereas the crystalline region is characterized by the melting point. In
thermodynamics, the transitions are described as first and second order transitions.
• Glass transition temperature is the second order transition, whereas the melting point
is the first order transition.
• The value of glass transition temperature is not unique because the glassy state is not
in equilibrium. The value of glass transition temperature depends on several factors
such as molecular weight, measurement method, and the rate of heating or cooling.
• The semi-crystalline polymer shows both the transitions corresponding to their crystalline and
amorphous regions. Thus, the semi-crystalline polymers have true melting temperatures (Tm) at
which the ordered phase turns to disordered phase, whereas the amorphous regions soften over a
temperature range known as the glass transition (Tg).
• It should be noted that amorphous polymers do not possess the melting point, but all polymers
possess the glass transition temperature.
• The polymer melting point Tm is increased if the double bonds, aromatic groups, bulky or large side
groups are present in the polymer chain, because they restrict the flexibility of the chain. The
branching of chains causes the reduction of melting point, as defects are produced because of the
branching.
63. Factors Affecting the Glass Transition Temperature.
• The glass transition temperature depends on the mobility and flexibility (ease of the chain
segment to rotate along the chain backbone) of the polymeric chains.
• If the polymeric chains can move easily, then the glassy state can be converted to the rubbery
state at lower temperature, that is, the glass transition temperature is lower.
• If somehow the mobility of the chains is restricted, then the glassy state is more stable, and it
is difficult to break the restriction causing the immobility of the polymer chains at the lower
temperature, because more energy is required to make the chains free. Thus, in this case, the
glass transition temperature is raised.
64. I. Intermolecular Forces. Strong intermolecular forces cause higher Tg. For example,
PVC (Tg = 80 ∘C) has stronger intermolecular forces than polypropylene (Tg = −18 ∘C)
because of the dipole–dipole forces from the C—Cl bond.
II. Chain Stiffness. The presence of the stiffening groups (such as amide, sulfone,
carbonyl, p-phenylene etc.) in the polymer chain reduces the flexibility of the chain,
leading to higher glass transition temperature. For example,
polyethyleneterephthalete is stiffer than polyethylene adipate due to the presence of
benzene ring (see Fig. A1.5). Therefore, Tg value is higher for
polyethyleneterephthalate.
65. III. Cross-Linking. The cross-links between chains restrict rotational motion and raise the
glass transition temperature. Hence, higher cross-linked molecule will show higher Tg than
that with lower cross-linked molecule.
IV. Pendant groups. The presence of pendent group can change the glass transition temperature.
66. (a) Bulky pendant groups: the presence of bulky pendant group, such as a benzene
ring, can restrict rotational freedom, leading to higher glass transition
temperature. As in polystyrene, the presence of benzene ring increases the Tg (see
Fig. A1.6). In polypropylene, there is no benzene ring that leads to lower Tg value
(Fig. A1.6).
(b) Flexible pendant groups: the presence of flexible pendant groups, for example,
aliphatic chains, limits the packing of the chains and hence increases the
rotational motion, tending to less Tg value. In polybutylmethacrylate, the
presence of large aliphatic chain reduces the Tg value when compared with that
of polymethylmethacrylate (Fig. A1.7).
67. V. Plasticizers. Plasticizers are low molecular weight and non-volatile materials added to
polymers to increase their chain flexibility. They reduce the intermolecular cohesive forces
between the polymer chains, which in turn decrease Tg.
VI. Molecular Weight. The glass transition temperature is also affected by the molecular
weight of the polymer (Fig. A1.8). Tg is increased with the molecular weight. The
molecular weight is related to the glass transition temperature by the Fox–Flory Equation:
68. where Tg,∞ is the glass transition temperature at the molecular weight of infinity, and K is the
empirical parameter called Fox–Flory parameter related to the free volume inside the polymer.
It is observed that Tg is increased up to the molecular weight of approximately 20000, and after
this limit, the Tg is not affected appreciably.
Mechanical Properties
It is of great importance to be familiar with some basic mechanical properties of the material
before its application in any field, such as how much it can be stretched, how much it can be
bent, how hard or soft it is, how it behaves on the application of repeated load and so on.
a. Strength: In simple words, the strength is the stress required to break the sample.
There are several types of the strength, namely tensile (stretching of the polymer),
compressional (compressing the polymer), flexural (bending of the polymer), torsional
(twisting of the polymer), impact (hammering) and so on. The polymers follow the
following order of increasing strength: linear < branched <cross-linked < network.
69. Factors Affecting the Strength of Polymers
1. Molecular Weight: The tensile strength of the polymer rises with increase in molecular
weight and reaches the saturation level at some value of the molecular weight (Fig. A1.9). The
tensile strength is related to molecular weight by the following equation.
𝜎∞ is the tensile strength of the polymer with molecular weight of infinity. A is some
constant, and M is the molecular weight. At lower molecular weight, the polymer chains
are loosely bonded by weak vander Waals forces and the chains can move easily,
responsible for low strength, although crystallinity is present. In case of large molecular
weight polymer, the chains become large and hence are entangled, giving strength to the
polymer.
70. 2. Cross-linking: The cross-linking restricts the motion of the chains and increases the strength
of the polymer.
71. 3. Crystallinity: The crystallinity of the polymer increases strength, because in the crystalline
phase, the intermolecular bonding is more significant. Hence, the polymer deformation can
result in the higher strength leading to oriented chains.
b. Percent Elongation to Break (Ultimate Elongation): It is the strain in the material on its
breakage, as shown in Fig. A1.10. It measures the percentage change in the length of the
material before fracture. It is a measure of ductility. Ceramics have very low (<1%), metals
have moderate (1–50%) and thermoplastic (>100%), thermosets (<5%) value of elongation
to break.
c. Young’s Modulus (Modulus of Elasticity or Tensile Modulus): Young’s Modulus is the
ratio of stress to the strain in the linearly elastic region (Fig. A1.11). Elastic modulus is a
measure of the stiffness of the material.
72. d. Toughness: The toughness of a material is given by the area under a stress–strain curve
(Fig. A1.12)
75. • The toughness measures the energy absorbed by the material before it breaks. A typical
stress–strain curve is shown in Fig. A1.13, which compares the stress–strain behavior of
different types of materials.
• The rigid materials possess high Young’s modulus (such as brittle polymers), and ductile
polymers also possess similar elastic modulus, but with higher fracture toughness.
However, elastomers have low values of Young’s modulus and are rubbery in nature. The
yield strength of the plastic polymer is the corresponding stress where the elastic region
(linear portion of the curve) ends (Fig. A1.14).
• The tensile strength is the stress corresponding to the fracture of the polymer. The tensile
strength may be higher or lower than the yield strength (Fig. A1.14). The mechanical
properties of the polymer are strongly affected by the temperature. A typical plot of stress
versus strain is shown in Fig. A1.15. From the plot, it is clear that with increase in the
temperature, the elastic modulus and tensile strength are decreased, but the ductility is
enhanced.
77. e. Viscoelasticity: There are two types of deformations: elastic and viscous. Consider the
constant stress level applied to a material as shown in the Fig. A1.16. In the elastic
deformation (Fig. A1.17), the strain is generated at the moment the constant load (or stress) is
applied, and this strain is maintained until the stress is not released. On removal of the stress,
the material recovers its original dimensions completely, that is the deformation is reversible
(Fig. A1.17), that is:
79. However, in viscous deformation (Fig. A1.18), the strain generated is not instantaneous
and it is time dependent. The strain keeps on increasing with time on application of
the constant load, that is, the recovery process is delayed. When the load is removed, the
material does not return to its original dimensions completely, that is, this deformation
is irreversible (Fig. A1.18).
81. Usually, polymers show a combined behavior of elastic and plastic deformation (Fig. A1.19) depending on
the temperature and strain rate. At low temperature and high strain rate, elastic behavior is observed, and at
high temperature but low strain rate, the viscous behavior is observed. The combined behavior of viscosity
and elasticity is observed at intermediate temperature and strain rate values. This behavior is termed as
viscoelasticity, and the polymer is termed as viscoelastic.
82. Viscoelastic Relaxation Modulus. At a given temperature, when the polymer is strained to a
given value, then the stress required to maintain this strain is found to decrease with time.
This is called stress relaxation (Fig. A1.20). The stress required to maintain the constant
strain value is decreased with time, because the molecules of polymer get relaxed with time,
and to maintain the level of strain, somewhat lower value of stress is sufficient (Fig. A1.20).
86. • Configuration: defined in terms of its chemical repeat unit and a statement of molecular
architecture
• Local conformation: refer to geometrical arrangements of neighboring groups in molecule,
which can be altered only by rotation about primary valence bonds
•Molecular packing: refer to the arrangement of the molecules in the crystal in terms of unit
cell and its contents
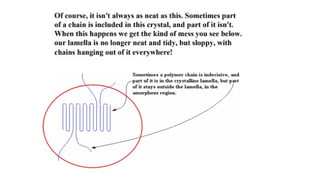
87. Most crystalline polymers are not entirely crystalline. The chains, or parts of
chains, that aren't in the crystals have no order to the arrangement of their chains.
They are in the amorphous state. So a crystalline polymer really has two
components: the crystalline portion and the amorphous portion. The crystalline
portion is in the lamellae, and the amorphous potion is outside the lamellae. If
we look at a wide-angle picture of what a lamella looks like, we can see how
the crystalline and amorphous portions are arranged.
Three factors that influence the degree of
crystallinity
•Chain length
•Chain branching
•Interchain bonding
88. The molecules passed successively through a number of these crystalline and intervening
amorphous region. The crystallites were pictured as sheaves of chains aligned in a parallel
fashion. X-ray diffraction pattern showed their dimensions to be on the order of several
hundred angstroms
94. The spherulites are comprised of ribbonlike lamellae which grow radially from a central
nucleus •The lamellae are parallel at the nucleus, but as they begin to grow outward, they
diverge, twist, and branch to form an overall structure being radially symmetric spherulite
95. No preferred orientation of crystallites or molecules when bulk
polymer is crystallized in the absence of external forces.
•The crystallites and molecules become oriented if it is subjected to an
external force, such as mechanical drawing.
•The polymer is stronger in the draw direction than in any other
direction, and it will be weakest in directions 90 deg to the draw
direction
Many crystalline polymers, such as fibers and films, are oriented.
• Films can be biaxially oriented
• Orientation can be accomplished by mechanical drawing or rolling
• Drawing is liable to increase the crystallinity
97. Crystallinity and intermolecular forces
• Intermolecular forces can be a big help for a polymer if it wants to form crystals. A good
example is nylon. You can see from the picture that the polar amide groups in the backbone
chain of nylon 6,6 are strongly attracted to each other.
• They form strong hydrogen bonds. This strong binding holds crystals together.
98. Polymer Chains
In fact, very few polymers can stretch out perfectly straight, and those are ultra-high molecular weight, and
aramids like Kevlar and Nomex. Most polymers can only stretch out for a short distance before they fold back
on themselves. For polyethylene, the length the chains will stretch before they fold is about 100 angstroms
Many polymers contain lots of crystalline material and lots of amorphous material. There's a way we can find out
how much of a polymer sample is amorphous and how much is crystalline. This method is called differential
scanning calorimetry(DSC)
For making fibers, we like our polymers to be as crystalline as possible. This is because a fiber is really a long
crystal.
Many polymers are a mix of amorphous and crystalline regions, but some are highly crystalline and some are
highly amorphous.
99. There are two important factors, polymer structure and intermolecular forces.
Crystallinity and polymer structure
A polymer's structure affects crystallinity a good deal. If it is regular and orderly, it will pack
into crystals easily. If not, it won’t.
It helps to look at polystyrene to understand how this works