Scheduling and sequencing
Download as PPT, PDF87 likes74,906 views

This document discusses various concepts related to operations scheduling. It defines operations scheduling and describes how it involves assigning jobs to work centers and machines, determining start and completion times, allocating resources, and establishing time sequences. It outlines objectives like meeting delivery dates and minimizing costs/inventory. Performance measures used in scheduling like job flow time, makespan, past due jobs and utilization are also defined. Finally, it discusses sequencing jobs at single and multiple workstations using different priority rules.





























































Ad
More Related Content
What's hot (20)
Viewers also liked (20)


















Ad
Similar to Scheduling and sequencing (20)




















Ad
More from Akanksha Gupta (6)






Recently uploaded (20)




















Scheduling and sequencing
- 1. SCHEDULING AND SEQUENCING -Presented by Akanksha Gupta
- 2. Scheduling • Scheduling: The allocation of resources over time to accomplish specific tasks. • Demand scheduling: A type of scheduling whereby customers are assigned to a definite time for order fulfillment. • Workforce scheduling: A type of scheduling that determines when employees work. • Operations scheduling: A type of scheduling in which jobs are assigned to workstations or employees are assigned to jobs for specified time periods.
- 3. Introduction Operations scheduling is critical to the success of an organization; however, it can be a very complicated task. Effective schedules are needed to meet promised customer delivery dates or inventory targets. It covers the following areas in particular: - assign job to a particular work center/ machine - time of assignment of job and completion - allocation of resources like manpower and materials - time sequence of operations - feedback and control function to take care of deviations
- 4. Work Centre • A work center is an area in a business in which productive resources are organized and work is completed • Can be a single machine, a group of machines, or an area where a particular type of work is done
- 5. Performance Measures From the manager’s perspective, identifying the performance measures to be used in selecting a schedule is important. If the overall goals of the organization are to be achieved, the schedules should reflect managerially acceptable performance measures. The following list describes the most common performance measures used in operations scheduling. Job Flow Time: The amount of shop time for the job is called job flow time. It is the sum of the moving time between operations, waiting time for machines or work orders, process time (including setups), and delays resulting from machine breakdowns, component unavailability, and the like.
- 6. Performance Measures Makespan: The total amount of time required to complete a group of jobs is called makespan. Past Due: The measure past due can be expressed as the amount of time by which a job missed its due date (also referred to as tardiness) or as the percentage of total jobs processed over some period of time that missed their due dates. Work-in-Process Inventory: Any job in a waiting line, moving from one operation to the next, being delayed for some reason, being processed, or residing in component or subassembly inventories is considered to be work-in-process inventory.
- 7. Performance Measures Total Inventory: The sum of scheduled receipts and on-hand inventories is the total inventory. Utilization: The percent of work time productively spent by a machine or worker is called utilization. These performance measures often are interrelated. An understanding of the interactions of job flow time, makespan, past due, WIP inventory, total inventory, and utilization can make scheduling easier.
- 9. Objectives of Operations Scheduling • Making efficient use of the labour. • Making best possible use of the equipments that are available for the use. • Increasing the profit. • Increasing the output. • Improving the service level.
- 10. Objectives of Operations Scheduling • Maximizing the delivery performance i.e. meeting the delivery dates. • Minimizing the inventory. • Reducing the manufacturing time. • Minimizing the production costs. • Minimizing the worker costs.
- 11. Functions of Operations Scheduling • Allocation of the resources. • Shop floor control. • Making maximum use of the plant at minimum possible cost. • Ensure that the needs of the manpower are optimum. • Determination of the sequence of the jobs.
- 12. Functions of Operations Scheduling • Specifying the start and the end time for each job (actively scheduled). • Getting quick feedback from the shops regarding the delays and the various interruptions. • Possess up – to – date information for the availability of the materials, expected delivery dates etc. • Possess up – to – date data on the machine regarding its breakdown, servicing etc.
- 13. Types of Scheduling Types of Operations Scheduling are as follows: 1. Forward operations scheduling – • Classified on the basis of the time. • All the activities are scheduled from the date of the planned order release. • First task of the job is scheduled. • Its subsequent task is scheduled on the scheduled completion of the first task. • Like this, accordingly all the tasks of the job are scheduled.
- 14. Types of Scheduling 2. Backward operations scheduling – • Also classified on the basis of the time. • Activities are scheduled from the date or the planned receipt date. • The last activity is scheduled first. • Time of the start of the last task is considered as the time for the start of the previous activity.
- 15. Shop Floor Control (SFC) Schedule and monitor day-to-day job shop production • Also called production control and production activity control (PAC) • Performed by production control department • Loading - check availability of material, machines, and labor • Sequencing - release work orders to shop and issue dispatch lists for individual machines • Monitoring - maintain progress reports on each job until it is complete
- 16. Loading Process of assigning work to limited resources • Perform work with most efficient resources • Use assignment method of linear programming to determine allocation
- 17. Sequencing • Prioritize jobs assigned to a resource • If no order specified use first-come first-served (FCFS) • Other Sequencing Rules • FCFS - first-come, first-served • LCFS - last come, first served • DDATE - earliest due date • CUSTPR - highest customer priority • SETUP - similar required setups • SLACK - smallest slack • CR - smallest critical ratio • SPT - shortest processing time • LPT - longest processing time
- 18. Sequencing Jobs • Operations schedules are short-term plans designed to implement the sales and operations plan • An operation with divergent flows is often called a job shop – Low-to medium-volume production – Utilizes job or batch processes – The front office would be the equivalent for a service provider – Difficult to schedule because of the variability in job routings and the continual introduction of new jobs to be processed
- 19. Sequencing Jobs • An operation with line flow is often called a flow shop – Medium- to high-volume production – Utilizes line or continuous flow processes – The back office would be the equivalent for a service provider – Tasks are easier to schedule because the jobs have a common flow pattern through the system
- 20. Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall. ShippingDepartment RawMaterials Legend: Batch of parts Workstation Job Shop Sequencing Figure J.1 – Diagram of a Manufacturing Job Shop Process
- 21. Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall. • First-come, first-served (FCFS) • Earliest due date (EDD) • Critical ratio (CR) Priority Sequencing Rules A ratio less than 1.0 implies that the job is behind schedule A ratio greater than 1.0 implies the job is ahead of schedule The job with the lowest CR is scheduled next CR = (Due date) – (Today’s date) Total shop time remaining
- 22. Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall. • Shortest processing time (SPT) • Slack per remaining operations (S/RO) Priority Sequencing Rules The job with the lowest S/RO is scheduled next S/RO = Due date Today’s date Total shop time remaining– – Number of operations remaining
- 23. Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall. • Single-dimension rules • A job’s priority assignment based only on information waiting for processing at the individual workstation (e.g., FCFS, EDD, and SPT) Sequencing One Workstation
- 24. Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall. Multiple-Dimension Rules • The priority rules CR and S/RO incorporate information about the remaining workstations S/RO is better than EDD with respect to the percentage of jobs past due but usually worse than SPT and EDD with respect to average job flow times CR results in longer job flow times than SPT, but CR also results in less variance in the distribution of past due hours No choice is clearly best; each rule should be tested in the environment for which it is intended
- 25. Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall. • Identifying the best priority rule to use at a particular operation in a process is a complex problem because the output from one operation becomes the input to another • Computer simulation models are effective tools to determine which priority rules work best in a given situation Multiple Workstations
- 26. Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall. • In single-workstation scheduling, the makespan is the same regardless of the priority rule chosen • In the scheduling of two or more workstations in a flow shop, the makespan varies according to the sequence chosen • Determining a production sequence for a group of jobs to minimize the makespan has two advantages – The group of jobs is completed in minimum time – The utilization of the two-station flow shop is maximized Scheduling a Two-Station Flow Shop
- 27. Scheduling Jobs for Multiple Workstations • Priority sequencing rules can be used to schedule more than one operation. Each operation is treated independently. • Identifying the best priority rule to use at a particular operation in a process is a complex problem because the output from one process becomes the input for another. • Computer simulation models are effective tools to determine which priority rules work best in a given situation. • When a workstation becomes idle, the priority rule is applied to the jobs waiting for that operation, and the job with the highest priority is selected. • When that operation is finished, the job is moved to the next operation in its routing, where it waits until it again has the highest priority.
- 28. Scheduling Problems • One machine, many jobs • Two machines, many jobs • Three machines, many jobs • Many machines, many jobs
- 29. One machine, many jobs • Total time is independent of sequence • SPT minimizes average flow time • Examples- Mumbai airport
- 30. Two machines, many jobs • All Jobs follow same sequence – Johnson’s Rule • Jobs have different sequence – Jackson’s Rule • Johnson’s 3 machine rule
- 31. Copyright © 2010 Pearson Education, Inc. Publishing as Prentice Hall. Johnson’s Rule • Minimizes makespan when scheduling a group of jobs on two workstations Step 1: Scan the processing time at each workstation and find the shortest processing time among the jobs not yet scheduled. If two or more jobs are tied, choose one job arbitrarily. Step 2: If the shortest processing time is on workstation 1, schedule the corresponding job as early as possible. If the shortest processing time is on workstation 2, schedule the corresponding job as late as possible. Step 3: Eliminate the last job scheduled from further consideration. Repeat steps 1 and 2 until all jobs have been scheduled.
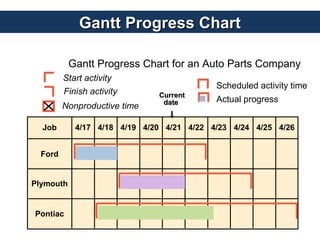
- 32. Gantt Progress ChartGantt Progress Chart Plymouth Ford Pontiac Job 4/20 4/22 4/23 4/24 4/25 4/264/214/17 4/18 4/19 CurrentCurrent datedate Scheduled activity time Actual progress Start activity Finish activity Nonproductive time Gantt Progress Chart for an Auto Parts Company
- 33. Gantt Workstation ChartGantt Workstation Chart Gantt Workstation Chart for Hospital Operating Rooms
- 34. Thank You